A modern új energia járművek fokozatosan keményen dolgoznak a tervezési folyamatban, amelyek közül az egyik az autó kürthálózata, a hagyományos fémkürtháló durva megjelenési követelményei vannak, és a hálószükségletek nem túl szigorúak, tehát a feldolgozott háló viszonylag nagy, a távolság széles, ez a folyamat alacsony feldolgozási költségekkel, gyors sebességgel, egyszerű személyi elrendezéssel, a hátrányos helyzet, hogy a háló a fúrás, nem pedig könnyebben defort. A magas penészköltség miatt sok feldolgozó gyártó várja a szilvát, hogy megszüntesse a szomjúságot.
Amaratási folyamatalkalmazza a kémiai maratási folyadékfeldolgozás módszerét, amely kombinálhatja a bélyegzés és a lézer előnyeit, és feldolgozhatja az ultravékony anyagot egységes hálóval, nincs burrs, göndör és függőleges lyukfal. Az autó kürt nettó termékeinek komplex alakja további költségek, sima és egyenletes burrok nélkül is maratható, és a síkosságot 0,02 alatt tartják.
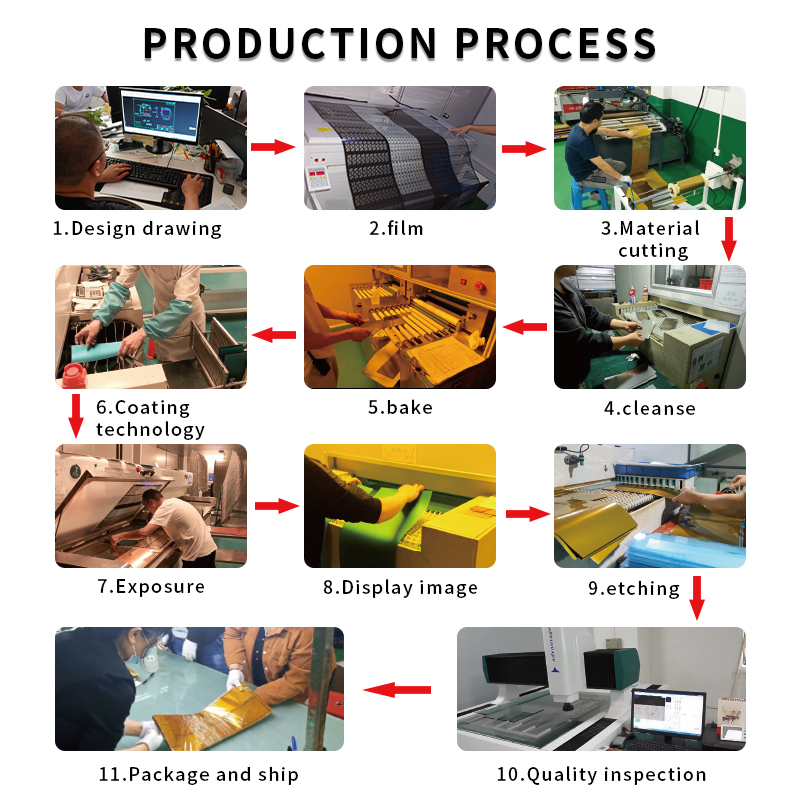
Az anyag, a rozsdamentes acél meghatározásának első lépése az egyik leggyakrabban használt anyag, jó korrózióállóság és szilárdság miatt, amely alkalmas az autó kürtháló burkolatának előállítására. Az autó kürthálózatának burkolata során a fémszubsztrátot először alaposan meg kell tisztítani, hogy eltávolítsák az olajat és a szennyeződéseket a felszínen, és biztosítsák a későbbi folyamat minőségét. A következő lépés a fényérzékeny tinta felhordása, miután a szubsztrátot megtisztították, egy fényérzékeny tintát egyenletesen kell felvinni a fém felületére, amely megkeményedik az expozíciós folyamat során, hogy védőréteget képezzen. A következő lépés az expozíció, ahol a tervezett filmet fényérzékeny tintával bevonva a fém mindkét oldalára helyezik, és ultraibolya fényben vannak kitéve, így a film mintája átkerül a fém felületére. Az expozíció után a fémlemezt kidolgozták, és eltávolítják a takarékos fényérzékeny tintát, kitéve a mögöttes fémrészt és elkészítve azt maratáshoz.
Ezután jön a kémiai korrózió, amely egy speciális kémiai maratási oldatot használ a fém kitett részének maratására a kívánt hálómintázat kialakításához. Ez a folyamat nagy pontosságot ér el, és elkerüli a lézer vagy a bélyegzés hátrányait. Általában professzionális maratási berendezésekkel fejeződik be, és a teljes igazolási folyamat ciklus körülbelül 5-7 nap. Az őrlés és a permetezés végső folyamata: a befejezés utánrézkarc, meg kell csiszolni a háló burkolatát a burrok eltávolítása és a megjelenés minőségének javítása érdekében; Ezután permetezik a korrózióállóság és az esztétika fokozása érdekében.
A tudomány és a technológia fejlődésével a hangszóró hálófedélének termelési folyamata magasabb pontosság, világosabb és jobb megjelenés irányában alakul ki.
 English
English  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик